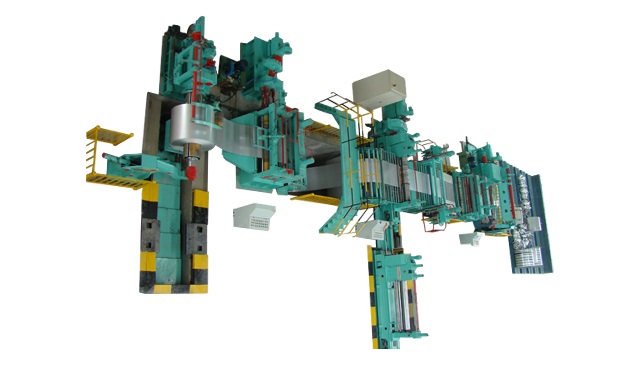
Light Gauge Slitting Lines
|




|
Esta página es acerca de los importadores y exportadores de Light Gauge Slitting Lines Buscar en la categoria : B2B Servicios Buscar en la categoria : slitting, lines, light, gauge |
Reportar abuso

Monday 04 March 2013
Cantidad : 30 - Precio : $425.00
Samsung Galaxy Note II It's a phablet… phone cum tablet. The Note II is an ultimate Smartphone with the latest features and specifications to enthrall any tech savvy person. Specifications: Basic Information Model N7100 2G:GSM 850/900/1800/1900 3G:WCDMA 850/900/1900/2100MHz Sim Card...
Reportar abuso
Wednesday 15 July 2015
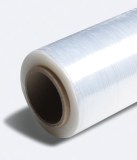
PE Stretch Films Stretch film is a commonly used name for multi-layer (3 to 5 Layered) elastic polyethylene film which it's main raw material is Linear low density polyethylene (LLDPE). Stretch film is used primarily for packing and protection of products, ranging from loads bundled...
Atlas Pars
- 1954966313 - Tehran
- +982126150173
- +989126882335
Reportar abuso

Wednesday 23 March 2016
Cantidad : 200 - Precio : FOB Keelung, Taiwan
No Matter you looking for a beauty care or healthcare product, our Bubble Bath Spa Massager have a fully functions to meet your any request. You might be curious that what the function of spa massager it is?! Merits of MSW-104 are as follows; 1. Based on the principle of explosion...
LienJie International Ltd.
- 414 - Taichung City
- +886 4 23367128