
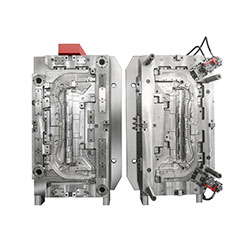



Pre-Deformation Mold
Cantidad : USD3000-20 Precio : 30-40sets/per month
When the plastic material rushes into the mold cavity, it loses heat due to heat conduction, and the melted plastic will freeze and solidify, therefore, for complex or large products, high mold temperature is usually used for filling, the purpose is to reduce the injection molding conditions, the stress is also conducive to debugging product deformation and shrinkage. However, high mold temperature will produce excessive oil stains, and molds with poor precision are prone to burrs.
PRE-DEFORMATION MOLD TYPES
Automotive Window Frame Mould
USM has 15 years of experience in pre-deformed mold designing, From the mold flow analysis to get theoretical deformation amount, and then make Crim's test by UDB material file which used to obtain the actual deformation amount, then leave enough space for steel when mold design according to professional experience in order to shorten the modification time and longer mold life.
Water Tank Mould
The mold will be made welding process many times during modification, but it will reduce the accuracy and mold life a lot. some factories might use the normal steel to make manufacturing and then make real mold manufacturing after the first prototype mold work well, but it also influences the mold cost and delivery time.
Air Chamber Mold
With over 15 years of pre-deformed mold, USM Mold has mastered scientific and complete pre-deformation mold technology, from project management, mold flow analysis, design, manufacturing, assembling, mold trial, and final measurement.
PA66 GF30 Car Parts Plastic Injection Mold
Pre-deformation means that the product will be designed mold in opposite direction in advance. The product is injected and cooled by natural shrinkage, the two deformations will be offset to obtain a product and meet the drafting tolerance.
Car Door Mold
The product is an assembly functional part with very high requirements for size and installation location, and it is an external part, there are very strict requirements on the clearance and tolerance after installation;
Automotive Fan Mould
The common products used to be water chambers, air chambers, engine inlet valve pipe and nylon connectors, and automotive AC systems: fan covers, fans, automotive brackets, sunroofs, mirror triangle brackets, automotive bottom sheets, and so on.
More
The main reasons to cause the plastic parts are warpage and deformation
1. The uneven wall thickness of each part of the plastic product deforms.
Usually, the main part of the product is thicker and the ribs are thin, when the plastic parts are cooled, there are still uncondensed parts in the middle of the main body after the ribs are completely cooled, the continued cooling of the main body will inevitably cause the plastic parts to deform in the opposite direction to the ribs.
2. Uneven cooling of the mold cavity and core causes deformation. In the injection molding process of plastic products, if the temperature of the mold cavity core is inconsistent, it will also cause product deformation, the usual situation is that the side with high-temperature shrinks, and the deformation is also warped to the side with high temperature.
3. Various stress at part angles are deformed. One is that the wall thickness at the angle is thicker, and it is generally cooled at the end; the other is that the molecules in the corner are elongated during injection molding of the plastic part, these two factors will cause product deformation.
4. The plastic part deforms when it is ejected. When the plastic parts are formed, the shrinkage of the product will produce a larger holding force, especially for deep cavity parts, when the plastic part is ejected, because the plastic part is not completely cooled, if the external force on the ejection exceeds the elastic limit of the plastic part, it will cause the product to deform in the ejecting direction.
5. The imbalance of the product's filling feeding leads to inconsistent internal stress of the product, choose the right gates numbers, but also pay attention to the balance of each gate and the shape and position of each gate.
The influence of insert injection molding process parameters on deformation
1. Mold temperature:
When the temperature of the mold cavity and core side is very different, it will cause the mold to freeze and not open, the higher the mold temperature, the bigger the shrinkage and the greater the deformation, the temperature difference between the inner and outer surfaces of the product will cause thermal stress and thermal deformation, and the inconsistent temperature of different areas of the mold will cause uneven shrinkage of the product and warp deformation.
2. Melt temperature:
Low melt temperature is not conducive to injection molding, the decrease in melt viscosity will increase the cooling rate of the melt, lead to poor plasticization of the melt and increase the difficulty of the process; high melt temperature is good for molding, which can reduce the viscosity of the melt and reduce the orientation stress, but it cannot too high which will cause thermal degradation.
3. Injection pressure:
Injection pressure is to overcome the existence of resistance, in injection molding, the appropriate injection pressure should be suitable, and the standard is the filling will be the same after the speed is added. High injection pressure will influence the stress pressure for melt plastic during injection, so the smaller injection pressure is, the better for protecting the mold and equipment, but if it is too small which will cause unfull filling.
4. Holding time:
The holding time has a big effect on the size and elastic deformation of the product, when the melt is injected from the screw into the mold cavity, it will contract cold, the function of holding pressure is to make up for the space left by the injection.
The holding time is to ensure that there are no quality issues such as shrinkage marks on the part surface and reduce the holding pressure as much as possible, excessive holding pressure will increase the internal stress caused by the solution on the mold cavity and the product.
5. Holding pressure:
Excessive holding pressure causes excessive internal stress of the product, resulting in product stress cracking and burrs, too small holding pressure will cause product shrinkage, and the holding pressure controls the amount of material fed.
It has a big effect on the shrinkage and deformation of the product, mainly to make up for the remaining mold cavity space during injection filling.
6. Injection speed:
Multi-stage injection speed should be used: slow-fast-slow, the injection speed is fast, the heat of the melt can be maintained, the viscosity will be reduced, and it can flow farther, but if the injection speed is too fast, the gas in the column cavity will not be discharged.
7. Injection position:
In the case of normal process parameters, the injection position is filled to 90% of the product and then transferred to holding pressure, it is not unrelated to the shrinkage of the product and the warpage deformation, under unusual circumstances, it may be due to improper parameter adjustment, too much material causes warping and deformation.
8. Cooling time:
The cooling time is insufficient, when the product is demolded, the thrust generated by the ejector pin acts on the surface that is not cold-solidified, which causes the product to deform. If the cooling time is too long, the hot melt is injected into the cold mold cavity, and the melt shrinks and wraps the mold core when cold, resulting in an increase in the demolding force.
If you want to know more about china mold maker, please contact us.
Persona a contactar : Jiang Jonh, 86 0769 8539 0209
Buen trato: comprar del vendedor
Por favor, lea nuestras condiciones de uso. También puede visitar nuestras preguntas frecuentes y ver nuestra información sobre los riesgos relacionados con la falsificación.
|
Esta página es acerca de los importadores y exportadores de Pre-Deformation Mold Buscar en la categoria : Bienes de equipo Buscar en la categoria : deformation, mold |
Reportar abuso

Friday 20 November 2009
Cantidad : min 1x40"F - Precio : 1.6 - 2.7 USD/kg
Our typical specifications and premium product: frozen Pangasius Hypophthalmus fillet, size 170/220, white meat, skinless, boneless, well trimmed, fat off, red meat off, belly off, 100% net weight, NO glazing, STPP treated, packing: IQF 5kgs bulk pack. Other specifications for your choice...
An Viet Seafood Co., Ltd.
- anviet003
- 70400 - Ho Chi Minh
- +84 8 38 11 87 46
- +84 9 37 06 93 68
Reportar abuso
Monday 05 May 2008
Cantidad : Huge - Precio : Best Price and Quali
Best Quality Road Construction Machinery available. Our Product range: • Fully Automatic Asphalt Drum Mix Plants • Fully Automatic Asphalt Wet Mix Plants • Fully Automatic Asphalt Batch Mix Plant • Fully Automatic Concrete Batch Mix Plant • Asphalt Paver Finishers • Vacuum De-watering...
ATLAS INDUSTRIES
- atlasindustriesindia
- 384004 - MEHSANA, GUJARAT
- +91 2762 224065
Reportar abuso
Thursday 25 February 2016
Robusta is easier to care for and has a greater crop yield than the other major species of coffee, Coffea arabica, and, because of this, is cheaper to produce. Robusta Coffee S16 On sieve screen : 90% min. Moisture : 12.5% max. Foreign Matter : 0.5% max. Black and broken : 2% max...
Pacific Production Co., Ltd
- 460000 - Ho Chi Minh
- +84 9 94 85 84 44
